Паяние для чайников. Как правильно паять паяльником с канифолью
Все знают, что такое паяльник, и для чего он нужен, но не все умеют им пользоваться. А инструмент это весьма полезный не только в телевизионной мастерской, но и в домашнем хозяйстве. С его помощью можно качественно восстановить оборванный кабель, отремонтировать электроинструмент, бытовую технику и многое другое. Однако паяльником надо уметь орудовать, а также надо уметь правильно подобрать расходные материалы.
Если речь не идет о пайке микросхем и высоковольтного оборудования, то сам процесс не представляет какой-либо сложности. Большинство бытовых задач можно выполнить самостоятельно, не обращаясь к специалисту.
Устройство паяльника
Электрический паяльник обязательно имеет нагреватель. Нагреватель может быть нихромовым или керамическим. Керамические нагреватели по-своему хороши, но они довольно требовательны к условиям работы. Поэтому для домашнего хозяйства лучше всего подойдут электрические паяльники со спиральным нагревателем (ЭПСН). Это довольно неприхотливые и, что немаловажно, недорогие приборы.
Рабочей частью паяльника является жало. Нагреватель доводит его до высокой температуры, позволяющей плавить оловянный припой, которым ведется пайка. На корпусе паяльника обычно имеется винт, который фиксирует жало и с помощью которого можно регулировать его вылет. Ручка паяльника имеет расширение или отдельный фартук, который не дает руке даже случайно соскользнуть на разогретую часть.

В последние годы появились компактные газовые паяльники, сразу составившие конкуренцию паяльникам электрическим. Заправляются они очищенным бутаном, точно таким же, который используется для заправки зажигалок. Пайка газовым паяльником происходит за счет воздействия открытого пламени миниатюрного сопла. Температура пламени может регулироваться в пределах 750-1200°С. На одной заправке паяльник может работать 60-90 минут в зависимости от настройки. Такой инструмент способен полностью заменить электрический паяльник мощностью 150 Вт. Для бытовых нужд его более чем достаточно, если, конечно, речь не идет о пайке труб или кастрюль.
Выбор паяльника
Прежде всего, надо определить, для каких целей приобретается паяльник. Для дома обычно берут прибор, которым можно спаять кабели, провода, починить штекеры аппаратуры и т.д. Для этих целей подойдет прибор мощностью 25 Вт. Более мощные приборы применяются при пайке массивных деталей, а это уже промышленное применение. В то же время не стоит покупать слишком маломощные паяльники на 5-15 Вт. Они предназначены для пайки микросхем и тонкой аппаратуры, например для ремонта мобильных телефонов.
Обращают внимание при покупке паяльника для дома и на его входящее напряжение. Необходимо, чтобы это был прибор, работающий от 220 В, а не от 12 или 24…. Желательно чтобы у паяльника была вилка европейского образца. Современные дома уже все чаще оснащаются заземлением, которое в данном случае исключит электротравму при пробое на корпус.
Если жало в паяльнике извлекается, значит, при необходимости его можно заменить. Узнать это очень просто - паяльники со сменным жалом имеют болт (болты) фиксации на корпусе. Болт позволяет регулировать длину вылета, а она в свою очередь влияет на температуру открытой части.
Жала бывают медными и никелированными. Последние не обгорают, поэтому практически не нуждаются в уходе. Однако они несколько дороже. Красномедные жала время от времени необходимо чистить от припоя и править напильником. Никаких сложностей в этих операциях нет - берется напильник и с его помощью жалу придается требуемая форма. Желательно делать это при снятом жале, зажатом в тисках.
Что касается формы паяльников, то кроме классической «ручечной» формы в продаже можно встретить так называемые «пистолеты». Разница между ними только в форме ручки. Пистолетными бывают также быстроразогревающиеся паяльники с трансформатором, но они уже относятся к приборам профессионального класса. Многие специалисты считают, что классическая форма паяльника удобнее в работе.

Расходники для пайки
Припой . Соединение деталей при помощи пайки подразумевает использование припоя - сплава олова со свинцом. Процесс пайки можно сравнить с горячим склеиванием. Клеем в таком случае выступает припой.
Пропорции олова и свинца в припоях могут быть разными. Производители наносят маркировку, где цифрой обозначается процент олова, например ПОС-61 - припой оловянно-свинцовый, в котором содержание олова составляет 61%. Припой из такого сплава будет плавиться при температуре 180°С. Это намного меньше, чем температура плавления меди или алюминия, паять которые приходится чаще всего.
Изменения соотношения свинца и олова отражается и на температуре плавления припоя. Например, если олова в припое 40%, то температура плавления у такого сплава составит 240°С, а если олова 90%, то сплав начинает плавиться только при 310°С.
Маркировка припоев импортного производства отличается от отечественной. Чтобы понять, что за сплав перед вами, необходимо заглянуть в сопроводительные документы или поискать расшифровку маркировки в сети Интернет. Однако при бытовой пайке сплав припоя особого значения не имеет. Самый тугоплавкий припой плавится при 300°С, что также ниже t(пл.) меди или алюминия. Но работать легче всего с легкоплавкими припоями, поэтому следует отдавать предпочтение сбалансированным припоям, где олова и свинца примерно одинаково.

Удобнее всего пользоваться припоем в виде проволоки диаметром 1-3 мм. В продаже встречаются припои в виде трубки, заполненной флюсом. Такой припой - на любителя; многие специалисты отдают предпочтение простому проволочному припою, который оставляет возможность точнее дозировать припой и флюс.
Флюс необходим для защиты металлических деталей от теплового окисления. Медное жало паяльника быстро окисляется, в результате чего на нем образуется неметаллическая пленка, к которой плохо пристает припой. Флюс удаляет пленку окислов и способствует равномерному распределению припоя. Обработка деталей и контактов флюсом называется лужением.

Встречаются два вида флюсов - кислотные и некислотные. Кислотные флюсы чаще всего используют при пайке железных сплавов (чугун, сталь). После работы с кислотным флюсом необходимо удалить его остатки, чтобы кислота не разъедала металл. Работать с кислотными флюсами нужно очень осторожно, т.к. кислота легко разъедает кожу.
Из некислотных флюсов наиболее распространена канифоль - очищенная сосновая сера. Для большинства бытовых задач канифоли вполне достаточно. Качественная канифоль прозрачна и имеет янтарный цвет; она не так быстро пачкает жало и не сильно дымит. Можно также иметь под рукой ортофосфорную кислоту для случаев, когда окисление значительное.
Технология пайки

Когда нужно припаять одну деталь к другой, спаять контакт или концы проводов, наша задача заключается в том, чтобы закрепить спайку припоем.
- Хороший контакт и прочность спайки зависит от качества выполнения работы. Спаиваемые детали должны быть хорошо очищены, обезжирены и прогреты.
- Если выполняется пайка электрического провода или любых других электродеталей, необходимо убедиться в том, что они не находятся под напряжением.
- Производить пайку лучше всего под кухонной вытяжкой, чтобы дым канифоли сразу удалялся из помещения.
- Очень важно не перегреть спаиваемые детали. Сами они вряд ли расплавятся от паяльника, но пластик (например, изоляция провода) может пострадать от высокой температуры. Поэтому время воздействия высокой температуры на детали должно быть минимальным. Желательно произвести пайку в один заход.
- Соединяемые пайкой детали нужно залудить - обработать флюсом и припоем. Залуженные провода перестают гнуться, поэтому их скручивают без лужения и только потом паяют.
- При сращивании кабелей или проводов производят зачистку концов от изоляции, зачищают сам провод механически и обрабатывают флюсом при помощи паяльника. Чтобы качественно изолировать спаянные провода необходимо предварительно надеть на них кембрики из термоусадочного полимера. После этого концы провода свивают между собой и фиксируют припоем, который в итоге должен покрыть всю контактную часть.
- Место спайки закрывается термоусадочным кембриком, который после нагрева обволакивает спайку и надежно ее изолирует от контакта с другими проводами.
- Проволочный припой удобно подавать к месту спайки, а не набирать олово жалом. Но поскольку у человека только две руки, подавать припой получается только в том случае, если детали надежно зафиксированы. Не пытайтесь паять навису - только зря потратите время и нервы. Лучше сначала зафиксировать зажимом спаиваемые детали, а уже потом их паять.
Вот собственно и вся технология. Как видите, она нехитрая. Главное - соблюсти несколько простых правил и понимать, что для чего делается и в каком порядке.
Пайка паяльником относится к наиболее распространенным и простым способам пайки, однако она имеет два существенных ограничения. Во-первых, паяльником можно паять только низкоплавкими (мягкими) припоями, а во-вторых, им нельзя (или, во всяком случае, затруднительно) паять массивные детали с большим теплоотводом - из-за невозможности прогреть их до температуры плавления припоя. Последнее ограничение преодолевают, подогревая паяемую деталь внешним источником тепла - газовой горелкой, электрической или газовой плитой или каким-то иным способом, - но это усложняет процесс пайки.
Перед тем как паять паяльником, нужно обзавестись всем необходимым. К основным инструментам и материалам, без которых пайка невозможна, относится сам паяльник, припой и флюс.
Паяльники
В зависимости от способа нагрева паяльники бывают "обычными"-электрическими (со спиральным или керамическим нагревателем), газовыми (с газовой горелкой), термовоздушными (тепло передается воздушным потоком), индукционными. Массивные молотковые паяльники могут разогреваться не только электроэнергией, но и по старинке - открытым пламенем.
Как пользоваться таким паяльником, можно узнать из описаний технологии жестяных работ, именно там они использовались чаще всего. В наше время обычно пользуются электрическими паяльниками в силу их доступности и удобства пользования. Но первые паяльники нагревались на открытом пламене.

Основным параметром, по которому подбирается паяльник, является его мощность, определяющая величину теплового потока, передающегося к паяемым деталям. Для пайки электронных компонентов используются приборы мощностью до 40 Вт. Тонкостенные детали (с толщиной стенки до 1 мм) требуют мощности 80-100 Вт.


Для деталей с толщиной стенки 2 мм и более понадобятся паяльники мощностью выше 100 Вт. Такими являются, в частности, молотковые электрические паяльники, потребляющие до 250 Вт и выше. К самым энергоемким паяльникам относится, например, молотковый паяльник Ersa Hammer 550 мощностью 550 Вт. Он способен нагреваться до температуры 600°C и предназначен для паяния особо массивных деталей - радиаторов, деталей машин. Но у него неадекватная цена.

Помимо массивности детали, на необходимую мощность паяльника влияет и теплопроводность паяемого металла. С ее увеличением мощность прибора и температуру его нагрева необходимо увеличивать. При пайке паяльником деталей из меди он должен быть нагрет сильнее, чем при пайке такой же по массе детали, но изготовленной из стали. К слову сказать, при работе с изделиями из меди может возникать ситуация, когда из-за высокой теплопроводности металла, при паянии будет происходить распайка мест, выполненных ранее.
Припои
При пайке электрическими паяльниками применяются низкотемпературные оловянно-свинцовые (ПОС-30, ПОС-40, ПОС-61), оловянно-серебряные (ПСр-2, ПСр-2.5) или иные припои и чистое олово. К недостаткам припоев, содержащих свинец, относится вредность последнего, к достоинствам - лучшее качество пайки, чем у бессвинцовых припоев. Для паяния пищевой посуды применяется чистое олово.
Флюсы
Принято считать, что хорошо паяются олово, серебро, золото, медь, латунь, бронза, свинец, нейзильбер. Удовлетворительно - углеродистые и низколегированные стали, никель, цинк. Плохо - алюминий, высоколегированные и нержавеющие стали, алюминиевая бронза, чугун, хром, титан, магний. Однако, не оспаривая этих данных, можно утверждать - нет плохо паяемого металла, есть плохая подготовка детали, неправильно подобранный флюс и неверный температурный режим.Подобрать при пайке нужный флюс - значит решить главную проблему пайки. Именно качество флюса определяет в первую очередь паяемость того или иного металла, легкость или трудность самого процесса пайки и прочность соединения. Флюс должны соответствовать материалу паяемых изделий - своей способностью разрушать его окисную пленку.
Кислые (активные) флюсы, например "Паяльную кислоту" на основе хлорида цинка, нельзя использовать при пайке электронных компонентов, так как они хорошо проводят электрический ток и вызывают коррозию, однако, из-за своей агрессивности, они очень хорошо подготавливают поверхность и поэтому незаменимы при пайке металлических конструкций, и чем химически более стоек металл нем активнее должен быть флюс. Остатки активных флюсов нужно обязательно тщательно удалять после завершения пайки.
Эффективными флюсами для пайки стали являются водный раствор хлористого цинка, паяльные кислоты на его основе, флюс ЛТИ-120. Можно использовать и другие, более сильные флюсы, которых на рынке предостаточно.

Основное отличие пайки паяльником нержавеющих сталей от пайки углеродистых и низколегированных состоит в необходимости применения более активных флюсов, требующихся для разрушения химически стойких окислов, которыми покрыты нержавеющие стали. Что касается чугуна, то его нужно паять высокотемпературной пайкой, а, следовательно, электрический паяльник для этой цели не подходит.
Для нержавейки применяют ортофосфорную кислоту. Хорошо справляются с химически стойкой окисной пленкой и специализированные флюсы, такие, например, как Ф-38.

Для оцинкованного железа можно применять состав, содержащий канифоль, этиловый спирт, хлористый цинк и хлористый аммоний (флюс ЛК-2).
Вспомогательные материалы и приспособления
Без некоторых приспособлений и материалов, используемых при пайке, можно обойтись, но их наличие делает работу значительно удобнее и комфортнее.Подставка для паяльника служит для того, чтобы нагретый паяльник не касался стола или других предметов. Если она не идет в комплекте с паяльником, ее приобретают отдельно или делают самостоятельно. Простейшую подставку можно изготовить из тонкого листа жести, вырезав в нем пазы для укладки инструмента.

Влажной вискозной или поролоновой губкой , уложенной в гнездо для предотвращения выпадения, гораздо удобней очищать кончик паяльника, чем обычной тряпочкой. Для этих же целей может служить и латунная стружка.

Удалять излишки припоя с поверхности деталей можно с помощью специального отсоса или оплетки. Первый внешним видом и конструкцией напоминает шприц, оснащенный пружиной. Перед использованием его нужно взвести, утопив головку штока. Поднеся носик к расплавленному припою, пружину спускают, надавив на кнопку спуска. В результате излишек припоя втягивается внутрь съемной головки.

Представляет собой плетенку из офлюсованных тонких медных проводков. Приложив ее конец к припою и прижав сверху паяльником, благодаря капиллярным силам можно как промокашкой собрать в ней весь лишний припой. Кончик оплетки, напитанный припоем, просто отрезается.


Очень полезным является приспособление, называемое третьей рукой (Third-Hand Tool). При работе с паяльником иногда катастрофически "не хватает рук" - одна занята самим паяльником, другая - припоем, а нужно ведь еще держать в определенном положении паяемые детали. "Третья рука" удобна тем, что ее зажимы можно легко устанавливать в любом положении друг относительно друга.

Держатель для пайки "Третья рука"
Паяемые детали нагреваются до высокой температуры, прикоснувшись к ним можно обжечься. Поэтому желательно иметь различные зажимные устройства, позволяющие манипулировать нагретыми деталями - плоскогубцы , пинцеты , зажимы .
Подготовка паяльника к работе
При первом включении паяльника в сеть он может начать дымить. Ничего страшного в этом нет, просто выгорают масла, использованные для консервации паяльника. Нужно просто проветрить помещение.Перед использованием паяльника нужно подготовить его наконечник. Подготовка зависит от его исходного вида. Если наконечник выполнен из непокрытой меди, его кончик можно отковать в виде отвертки, это уплотнит медь и придаст ей повышенную устойчивость от износа. Можно и просто заточить на наждаке или напильником, придав ему необходимую форму - в виде острого или усеченного конуса с различным углом, четырехгранной пирамиды, углового скоса с одной стороны. Для предохранения меди от окисления используются металлические покрытия из никеля. Если паяльник имеет такое покрытие, то ковать и затачивать его нельзя во избежание повреждения покрывающего слоя.
Существует унифицированный ряд форм наконечников, но можно, разумеется, использовать любую форму, подходящую для конкретной работы.

При пайке массивных деталей площадь соприкосновения паяльника с деталью должна быть максимальной - для обеспечения лучшей передачи тепла. В этом случае наилучшей считается угловая заточка круглого стержня (2 на фото выше). Если предполагается паять мелкие детали, то подойдет острая конусная (4), ножевая или иные формы с малыми углами.
Инструкции по работе с паяльником, имеющем медное жало без покрытия, содержат одно обязательное требование - лужение "жала" нового паяльника с целью его защиты от окисления и износа. Причем делать это следует при первом же нагреве, не мешкая. Иначе "жало" покроется тонким слоем окалины, и припой не захочет прилипать к нему. Это можно сделать разными путями. Прогреть паяльник до рабочей температуры, прикоснуться "жалом" к канифоли, расплавить на нем припой и растереть последний о деревяшку. Или протереть нагретый наконечник тряпкой, смоченной раствором хлористого цинка, расплавить на него припой и куском нашатыря или каменной поваренной соли растереть его по наконечнику. Главное, чтобы в итоге этих операций рабочая часть наконечника была полностью покрыта тонким слоем припоя.
Необходимость залудить жало вызвана тем, что флюс постепенно разъедает, а припой растворяет жало. Из-за потери формы приходится регулярно затачивать жало, и чем активнее флюс те чаще, порой по нескольку раз в день. У никелированных жал никель закрывает доступ к меди, защищая её, но такие жала требуют бережного обращения, боятся перегрева, и не факт, что производитель сделал достаточно качественное покрытие, за которое требует переплаты.
Подготовка деталей к пайке
Подготовка деталей к пайке предполагает выполнение одних и тех же операций независимо от того, какого вида (низкотемпературная или высокотемпературная) выполняется пайка, и какой источник нагрева (электрический или газовый паяльник, газовая горелка, индуктор или что-то иное) используется.Прежде всего, это очистка детали от загрязнений и обезжиривание. Здесь нет никаких особых тонкостей - нужно с помощью растворителей (бензина, ацетона или прочих) очистить деталь от масел, жиров, грязи. Если имеется ржавчина, ее нужно удалить любым подходящим механическим способом - с помощью наждачного круга, проволочной щетки или наждачной бумаги. В случае высоколегированных и нержавеющих сталей желательно обработать соединяемые кромки абразивным инструментом, поскольку окисная пленка этих металлов особенна прочна.
Температура пайки
Температура нагрева паяльника - важнейший параметр, от температуры зависит качество пайки. Недостаточная температура проявляет себя тем, что припой не растекается по поверхности изделия, а ложится комком, несмотря на подготовку поверхности флюсом. Но даже если пайка внешне и получилась (припой расплавился и растекся по стыку), паяное соединение получается рыхлым, матовым по цвету, имеет низкую механическую прочность.Температура пайки (температура паяемых деталей) должна на 40-80°C превосходить температуру плавления припоя, а температура нагрева наконечника - на 20-40°C температуру пайки. Последнее требование обуславливается тем, что при соприкосновении с паяемыми деталями температура паяльника будет снижаться из-за отвода тепла. Таким образом, температура нагрева наконечника должна превосходить температуру плавления припоя на 60-120°C. Если используется паяльная станция, то необходимая температура просто устанавливается регулятором. При использовании паяльника без регулирования температуры, оценивать ее фактическое значение, при использовании в качестве флюса канифоли, можно по поведению канифоли при прикосновении паяльника. Она должна вскипать и обильно выделять пар, но не сгорать мгновенно, а оставаться на наконечнике в виде кипящих капель.
Перегрев паяльника также вреден, он вызывает сгорание и обугливание флюса до момента активации им поверхности спая. О перегреве свидетельствует темная пленка окислов, возникающая на припое, находящемся на кончике паяльника, а также то, что он не удерживается на "жале", стекая с него.
Техника пайки паяльником
Существует два основных способа пайки паяльником:- Подача (слив) припоя на паяемые детали с кончика паяльника.
- Подача припоя непосредственно на паяемые детали (на площадку).
При любом способе необходимо прежде подготовить детали к пайке, установить и закрепить их в исходном положении, разогреть паяльник и смочить место спая флюсом. Дальнейшие действия отличаются в зависимости от того, какой способ используется.
При подаче припоя с паяльника, на нем расплавляют некоторое количество припоя (чтобы удерживалось на кончике) и прижимают "жало" к паяемым деталям. При этом флюс начнет вскипать и испаряться, а расплавленный припой переходит с паяльник на спай. Движением наконечника вдоль будущего шва обеспечивают распределение припоя по стыку.

Припоя на желе может быть достаточно если жало просто приобрело металлический блеск. Если форма жала заметно изменилась, значит припоя слишком много.

При подаче припоя непосредственно на спай, паяльником вначале разогревают детали до температуры пайки, а затем подают припой на деталь или в стык между паяльником и деталью. Расплавляясь, припой будет заполнять стык между паяемыми деталями. Выбирать, как именно паять паяльником - первым или вторым способом - следует в зависимости от характера выполняемой работы. Для мелких деталей лучше подходит первый способ, для крупных - второй.
К основным требованиям качественной пайки относятся:
- хороший прогрев паяльника и паяемых деталей;
- достаточное количество флюса;
- ввод нужного количества припоя - ровно столько, сколько требуется, но не больше.
Вот несколько советов о том, как правильно паять паяльником.
Если припой не течет, а размазывается, значит температура деталей не достигла нужных значений, нужно увеличить температуру нагрева паяльника либо взять прибор помощнее.
Не нужно вносить слишком много припоя. Качественная пайка предполагает наличие в спае минимально достаточного количества материала, при котором шов получается слегка вогнутым. Если припоя оказалось слишком много, не нужно стараться его куда-то пристроить на стыке, лучше удалить отсосом или оплеткой.
О качестве спая говорит его цвет. Высокое качество - спай имеет яркий блеск. Недостаточная температура делает структуру спая зернистой, губчатой - это однозначный брак. Пережженный припой выглядит матовым и имеет пониженную прочность, что в некоторых случаях может быть вполне допустимо.
При использовании активных (кислотных) флюсов нужно обязательно смывать после пайки их остатки - каким-нибудь моющим средством или обычным щелочным мылом. В противном случае нельзя дать гарантии, что через некоторое время соединение не будет разрушено коррозией от оставшихся кислот.
Лужение
Лужение - покрытие поверхности металла тонким слоем припоя - может быть как самостоятельной, конечной операцией, так и промежуточным, подготовительным этапом пайки. Когда это подготовительный этап, успешное лужение детали в большинстве случаев означает, что самая трудная часть паяльной работы (соединение припоя с металлом) сделана, припаять облуженные детали друг к другу обычно уже не составляет особого труда.Лужение проводов . Лужение кончиков электропроводов - одна из самых частых операций. Ее осуществляют перед припайкой проводов к контактам, спаиванием между собой или для обеспечения лучшего контакта с клеммами при подсоединении с помощью болтов. Из облуженного многожильного провода удобно сделать колечко, обеспечивающее удобство при креплении к клемме и хороший контакт.
Провода могут быть одножильными и многожильными, медными и алюминиевыми, покрытыми лаком или нет, чистыми новыми или закисленными старыми. В зависимости от этих особенностей и различается их облуживание.
Проще всего лудить одножильный медный провод. Если он новый, то не покрыт окислами и лудится даже без зачистки, нужно просто нанести на поверхность провода флюс, нанести на нагретый паяльник припой и поводить по проводу паяльником, слегка поворачивая при этом провод. Как правило, лужение проходит без проблем.


Если же проводник не хочет лудиться - из-за наличия лака (эмали) - помогает обычный аспирин. Знание о том, как паять паяльником с помощью таблетки аспирина (ацетилсалициловая кислота) в некоторых случаях может оказаться очень полезным. Нужно положить ее на дощечку, прижать к ней проводник и прогреть его в течение нескольких секунд паяльником. При этом таблетка начинает плавиться, и образующаяся кислота разрушает лак. После этого провод обычно лудится легко.
Если нет аспирина, убрать с поверхности проводника мешающий лужению лак помогает и хлорвиниловая изоляция от электропроводов, которая при нагревании выделяет вещества, разрушающие лаковое покрытие. Нужно прижать паяльником проводок к кусочку изоляции и несколько раз протащить его между изоляцией и паяльником. После чего облудить провод в обычном порядке. При зачистке от лака при помощи наждачной бумаги или ножа нередки надрезы и обрывы тонких жил провода. При зачистке путём обжига, провод может потерять прочность и легко сломаться.
Следует учитывать, что расплавленный полихлорвинил и аспирин выделяют в воздух вредные для здоровья вещества.
Ещё, для покрытых лаком (эмалью) проводов можно приобрести специальный флюс, удаляющий лак.

Новый многожильный медный провод лудится также легко, как и одножильный. Единственная особенность состоит в том, чтобы вращать его в ту сторону, при которой проводки будут скручиваться, а не раскручиваться.
Старые провода могут быть покрыты окислами, препятствующими лужению. Справиться с ними поможет та же таблетка аспирина. Нужно расплести проводник, положить его на аспирин и прогреть несколько секунд паяльником, двигая проводником взад-вперед - и проблема облужения исчезнет.
Для лужения алюминиевого провода потребуется специальный флюс - например, тот, который так и называется "Флюс для пайки алюминия". Этот флюс является универсальным и подходит также для пайки металлов с химически стойкой окисной пленкой - нержавеющей стали, в частности. При его использовании нужно только не забыть после очистить соединение от остатков флюса во избежание коррозии.

Если при лужении проводов на них образовался избыток прибоя, убрать его можно, расположив провод вертикально концом вниз и прижав к его концу нагретый паяльник. Лишний припой стечет с провода на паяльник.
Лужение большой поверхности металла
Лужение поверхности металла может понадобиться для защиты его от коррозии или для последующей припайки к нему другой детали. Даже если лудится совсем новый лист, который внешне выглядит чистым, на его поверхности всегда могут находиться посторонние вещества - консервирующая смазка, различные загрязнения. Если же лудится лист, покрытый ржавчиной, то он тем более нуждается в очистке. Поэтому лужение всегда начинается с тщательной очистки поверхности. Ржавчина зачищается наждачной шкуркой или металлической щеткой, жиры и масла убираются бензином, ацетоном или иным растворителем.Затем кисточкой или другим инструментом, соответствующем флюсу, на поверхность листа, наносится флюс (это может быть не пастообразный флюс как на фото ниже, а, например, раствор хлористого цинка или другой активный флюс).

Паяльник с относительно большой плоской поверхностью жала разогревается до необходимой температуры и на поверхность детали наносится припой. Желательно чтобы мощность паяльника была около 100 Вт или выше.

Затем паяльник прикладывать к припою на детали наибольшей плоскостью и держится в таком положении. Время нагрева детали зависит от ее размеров, мощности паяльника и площади контакта. О достижении необходимой температуры свидетельствует вскипание флюса, плавление припоя и растекание его по поверхности. Постепенно припой распределяется по поверхности.

После лужения поверхность металла очищается от остатков флюса спиртом, ацетоном, бензином, мыльной водой (в зависимости от химического состава флюса).

Если припой не растекается по поверхности металла, то это может быть из-за плохой очистки поверхности перед лужением, плохого прогрева металла (по причине недостаточной мощности паяльника, маленькой площади контакта, недостаточного времени прогрева металла детали), грязного наконечника паяльника. Ещё причиной может быть неправильный выбор флюса или припоя.

Лужение может осуществляться путем нанесения (слива) припоя с паяльника и распределением его "жалом" по поверхности, или подачей припоя непосредственно на площадку - припой плавится от прикосновения к разогретому металлу детали.
Пайка листового металла внахлест
При ремонте кузовов автомашин, всевозможных жестяных работах возникает необходимость в пайке листового металла внакладку. Спаивать листовые детали наложением друг на друга можно двумя способами, - предварительно облудив их, или используя паяльную пасту, содержащую припой и флюс.В первом случае перекрывающиеся зоны деталей после механической зачистки и обезжиривания предварительно лудят. Затем части соединения прикладываются друг к другу облуженными поверхностями, фиксируются зажимными устройствами и прогреваются с помощью паяльника с разных сторон до температуры плавления припоя. Свидетельством удачной пайки является вытекание расплавившегося припоя из зазора.
При втором способе, после подготовки деталей, контактная зона одной из детали покрывается паяльной пастой. Затем детали фиксируют в нужном положении, стягивают зажимами и, как и в первом случае, прогревают шов паяльником с двух сторон.
При покупке паяльной пасты, нужно обращать внимание на её назначение, т.к. многие паяльные пасты предназначены для пайки электроники и не содержат активных флюсов позволяющих паять сталь.



При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Каждый начинающий электронщик задавался вопросом: «А как паять микросхемы, ведь расстояние между их выводами бывает очень маленькое?» Про различные типы корпусов микросхем можно прочитать в этой статье. Ну а в этой статье я покажу, как паяю микросхемы, выводы которых находятся по периметру микросхемы. У каждого электронщика свой секрет пайки таких микросхем. В этой статье я покажу свой способ.
Демонтаж старой микросхемы
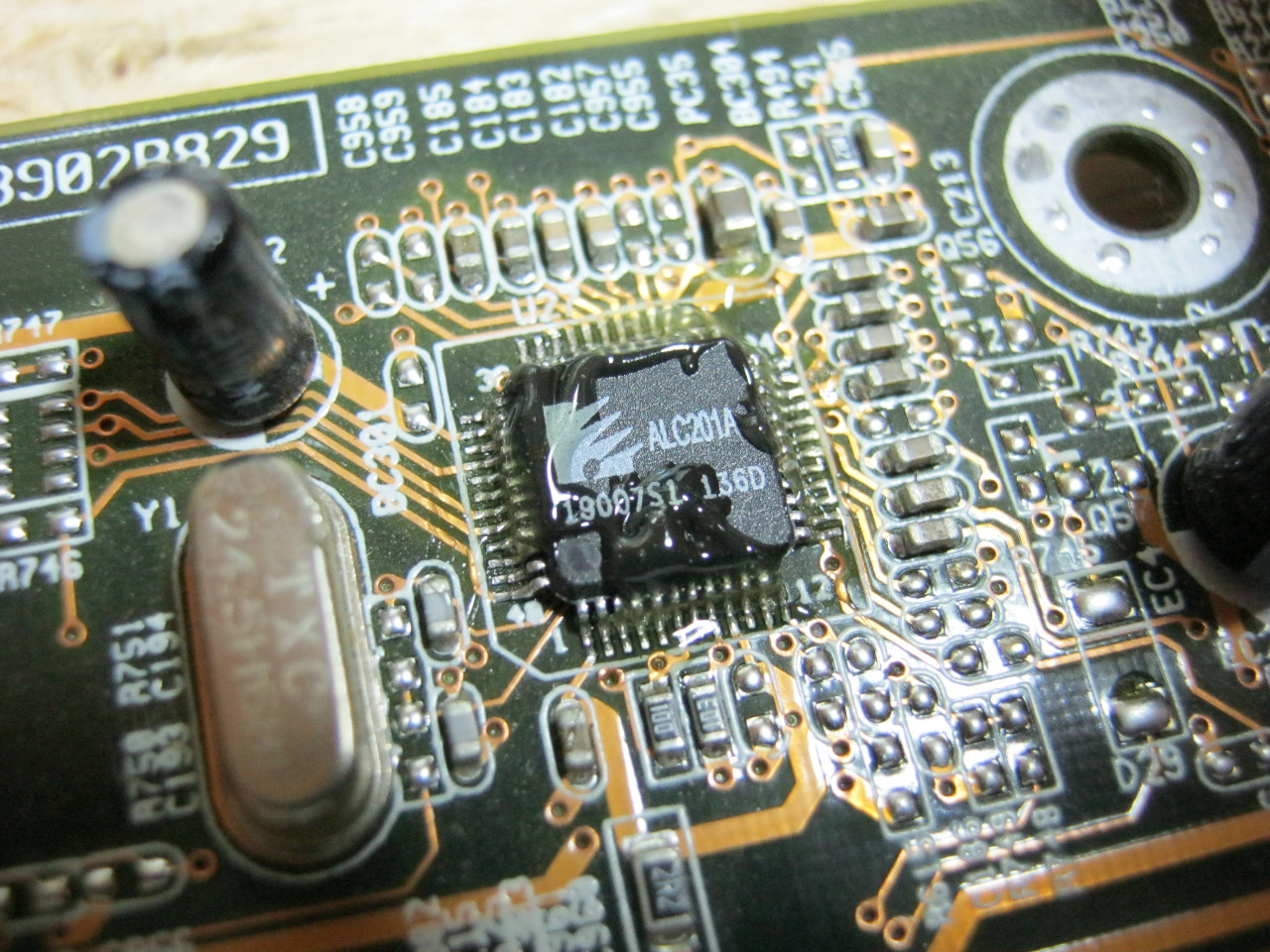
У каждой микросхемы имеется так называемый «ключ». Я его выделил в красном кружочке.
Это метка, с которой начинается нумерация выводов. В микросхемах выводы считаются против часовой стрелки. Иногда на самой печатной плате указано, как должна быть припаяна микросхема, а также показаны номера выводов. На фото мы видим, что краешек белого квадрата на самой печатной плате срезан, значит, микросхема должна стоять в эту сторону ключом. Но чаще все-таки не показывают. Поэтому, перед тем как отпаять микросхему, обязательно запомните как она стояла или сфотографируйте ее, благо мобильный телефон всегда под рукой.
Для начала все дорожки обильно смазываем гелевым флюсом Flux Plus.

Готово!
Выставляем температуру фена на 330-350 градусов и начинаем «жарить» нашу микросхему спокойными круговыми движениями по периметру.

Хочу похвастаться одной штучкой. У меня она шла в комплекте сразу с паяльной станцией. Я ее называю экстрактор микросхем.

В настоящее время китайцы доработали этот инструмент, и сейчас он выглядит примерно вот так:

Вот так выглядят для него насадки

Купить можно по этой ссылке .
Как только видим, что припой начинает плавиться, беремся за край микросхемы и начинаем ее приподнимать.
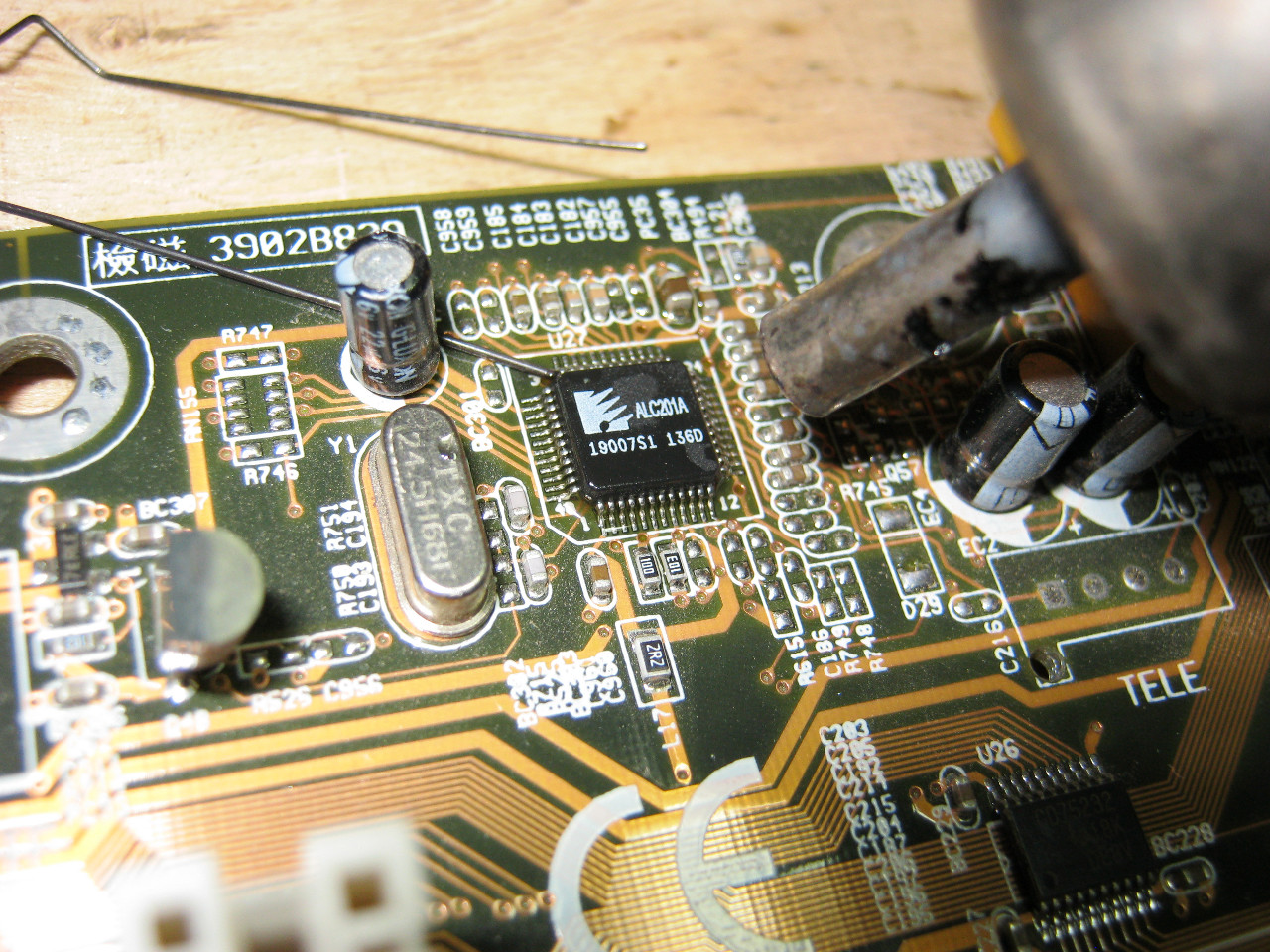
Усики экстрактора микросхемы обладают очень большим пружинящим эффектом. Если мы будем поднимать микросхему какой-нибудь железякой, например, пинцетом, то у нас есть все шансы вырвать вместе с микросхемой и контактные дорожки (пятачки). Благодаря пружинящим усикам, микросхема отпаяется от платы только в тот момент, когда припой будет полностью расплавлен.
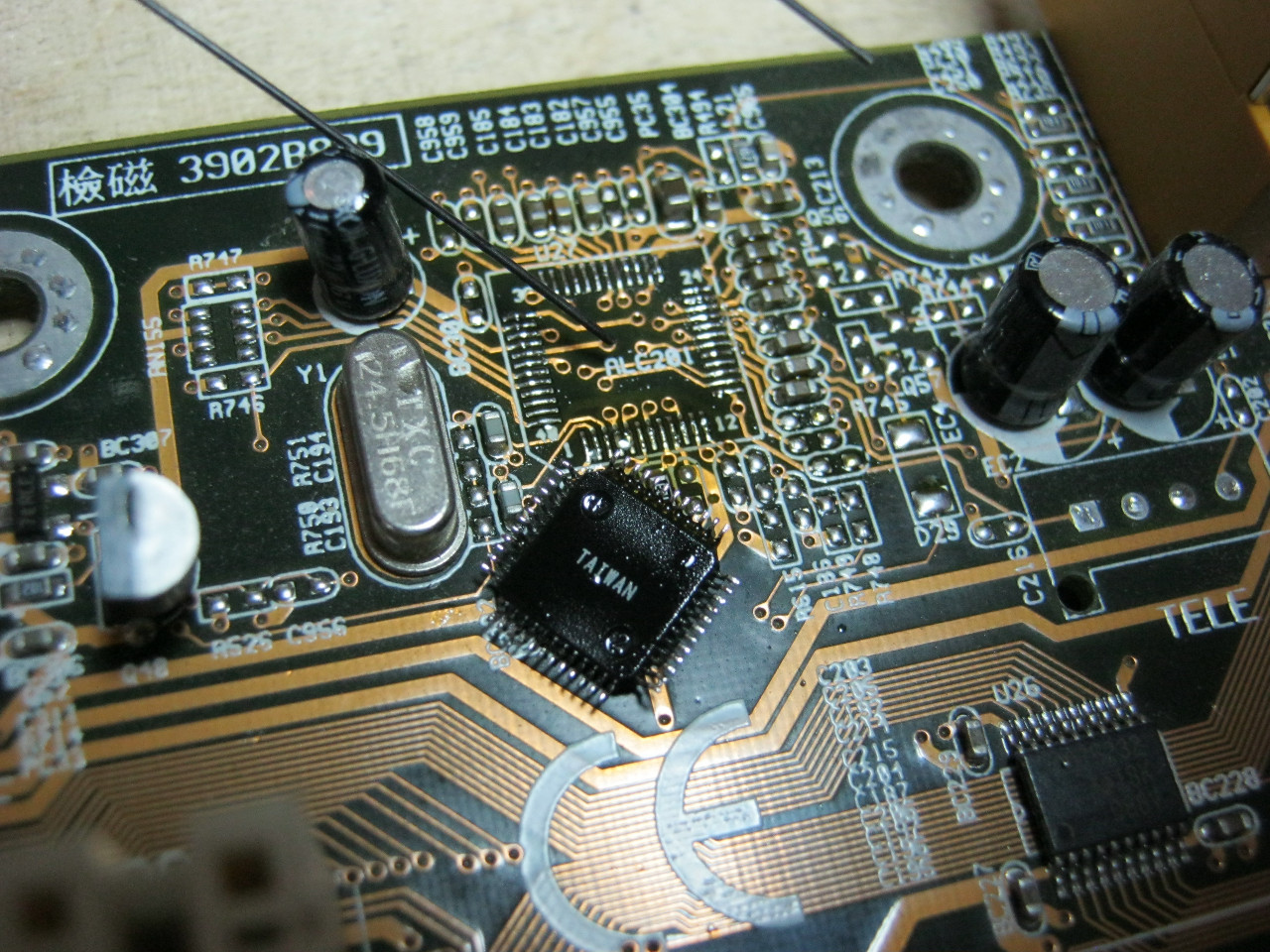
Вот и наступил этот момент.
Монтаж новой микросхемы
С помощью паяльника и медной оплетки чистим пятачки от излишнего припоя. На мой взгляд самая лучшая медная оплетка — это Goot Wick .

Вот что у нас получилось:


Должно получиться вот так

Здесь главное не жалеть флюса и припоя. Получились своего рода холмики, на которые мы и посадим нашу новую микросхему.
Теперь нам нужно очистить все это дело от разного рода нагара и мусора. Для этого используем ватную палочку, смоченную в Flux-Оff, либо в спирте. Подробнее про химию . У нас должны быть чистенькие и красивые контактные дорожки, приготовленные под микросхему.

Напоследок все это чуточку смазываем флюсом

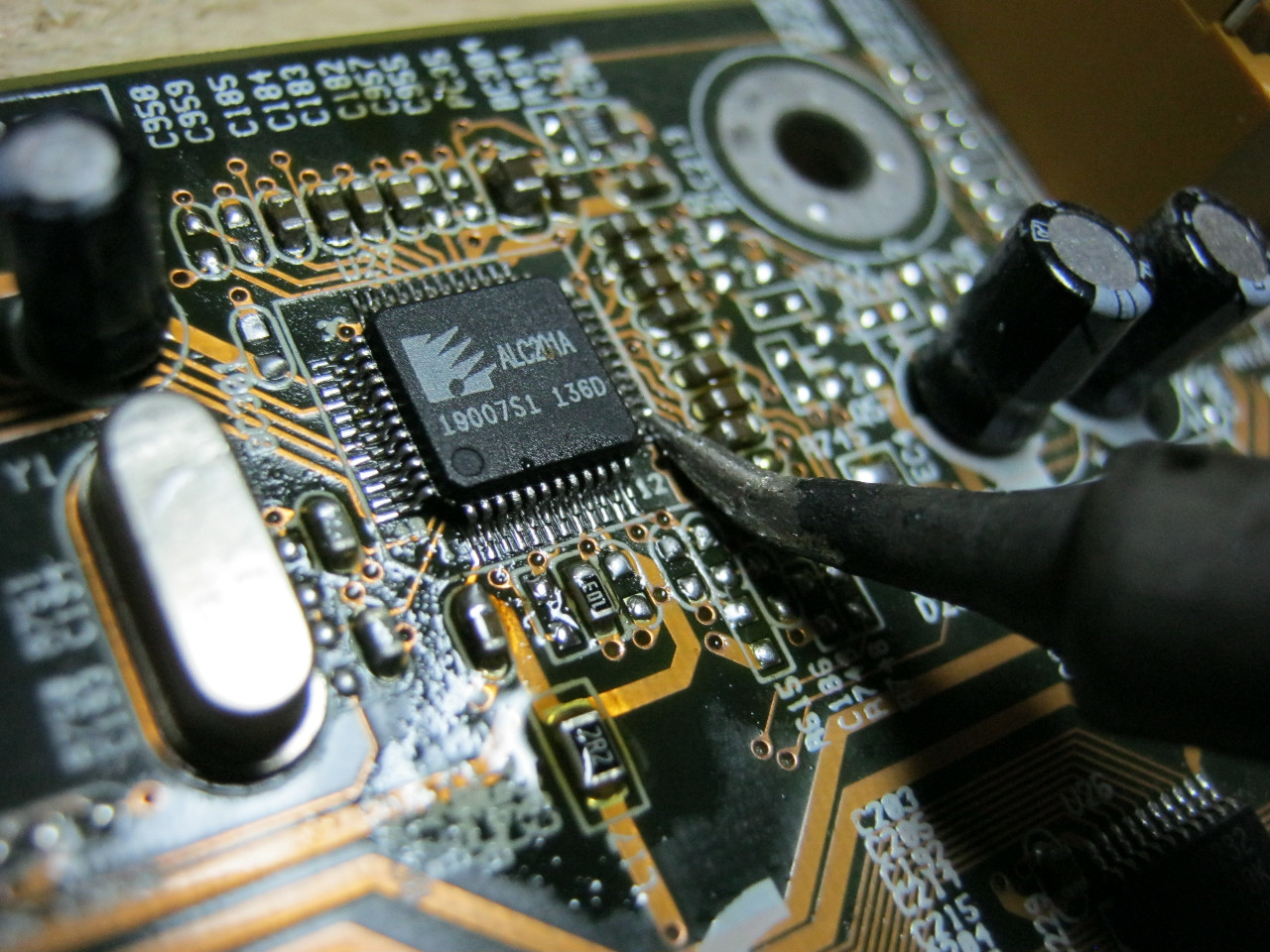
Ставим новую микросхему по ключу и начинаем ее прожаривать, держа при этом фен как можно более вертикальнее, и круговыми движениями водим его по периметру.

Напоследок чуток еще смазываем флюсом и по периметру «приглаживаем» контакты микросхемы к пятакам с помощью паяльника.
Думаю, это самый простой способ запайки SMD микросхем. Если же микросхема новая, то надо будет залудить ее контакты флюсом ЛТИ-120 и припоем. Флюс ЛТИ-120 считается нейтральным флюсом, поэтому, он не будет причинять вред микросхеме.

Думаю, теперь вы знаете, как паять микросхемы правильно.
Любой начинающий специалист, связанный с обслуживанием и ремонтом радиоэлектроники сталкивается с необходимостью покупать прибор, предназначенный для качественной работы по соединению повреждённых участков микросхемы. Попробуем разобраться, как правильно паять паяльником с канифолью, что необходимо знать начинающему специалисту и мастеру с богатым багажом знаний.

Основные принципы и правила проведения паяльных работ
Для того чтобы понять и выяснить, как правильно пользоваться паяльником для пайки проводов, необходимо иметь минимальный набор инструментария:
- Паяльник, желательно электрический от основного источника питания сети 220 вольт.
- Олово или иной взаимозаменяющие припои.
- Канифоль.
Мощность паяльника должен быть не более 40 Ватт, сеть питания стандартная- 220 Вольт. Для бытового использования вполне достаточно такой мощности прибора. Готовый припой понадобиться для качественного соединения деталей и узлов. В качестве основных компонентов припоя используем олово с компонентами свинца, а также традиционную канифоль. В розничной сети продаются готовые трубки, с расположенным внутри составом или специальная проволока. Последний вариант признан самым эффективным и лучшим по многим параметрам производительности.
Характеристики припоя и канифоли
Далее, разберёмся, как правильно паять паяльником с канифолью и оловом провода при выборе необходимой марки припоя. В этом случае подойдёт маркировка ПОС, так называемый оловянно-свинцовый припой. В маркировке присутствуют цифровые значения, так 60, это процентное содержание олова, а 40%- содержание свинца. В продаже можно найти припои, которые имеют высокое содержание свинца. Такой материал имеет лучшие характеристики, обеспечивающие высокое качество работы при соединении деталей. Состав отличается по цвету, температура плавления будет на порядок выше, чем при обычных сериях и маркировки ПОС, но и качество места обработки будет также высоким.

Не последнюю роль в этом процессе играет канифоль, которая позволяет решить не только задачу, как правильно паять провода паяльником, но и поможет добиться необходимой прочности соединения. Основное предназначение канифоли, это удаление окислов с обработанных спаиваемых деталей. Использование канифоли является обязательным, так как медный наконечник при разогреве образует специфический нагара, мешающий качественному обеспечению прочности соединения деталей на микросхеме.
По своей природе, канифоль, это природный материал, который имеет в своем составе компоненты смолы с хвойных пород древесины, как правило, сосна. Вещество имеет специфический хвойный запах. В продаже имеется несколько вариантов канифоли, это жидкообразная масса или в твёрдом состоянии. Кроме этого, чтобы знать, как правильно научиться паять паяльником, новичок может использовать комбинированный вариант канифоли с добавлением этилового спирта, так называемый спиртово-канифольный состав.
Правила пайки канифолью
Теперь мы перейдём к практической части задачи, как правильно паять паяльником с канифолью и оловом провода сам процесс. Прежде всего, необходимо подготовить минимальный набор инструментов. Перед рабочим процессом как работать паяльником для проводов, необходимо сплющить жало и зачистить его как следует. В случае если жало не сплющено, рекомендуем это сделать самостоятельно, не повредив основной корпус прибора. Помните, чем тоньше жало, тем эффективней результат работы. Как правило, лучшим и оптимальным вариантом жала станет острием под углом 30-45градусов.
Основные правила пайки паяльником:
- Все работы должны проводиться при проветриваемом помещении, открываем окна.
- Включаем в сеть паяльник, дожидаемся, пока он прогреется, и уйдёт характерный запах. Необходимо чтобы жало прокалилось.
- Выключаем на время паяльник и очищаем наконечник от старой грязи.
- Снова включаем в работу прибор.
- Слегка проводим залуживание деталей и частей соединяемых фиксаторов деталей. Для этого дожидаемся, пока разогреется жало до нужной температуры, слегка касаемся канифоли и направляем жало на место обработки соединения.
- Чтобы взять необходимое количество припоя снова направляем раскалённое жало на канифоль. Прикладываем к сосновой доске и снова повторяем операции с оставшимися частями.
- Новичку необходимо поэкспериментировать на досуге, чтобы понять, как правильно паять медные провода паяльником.
- Типичная ошибка новичка, все работы по соединению проводить при оголённом жале, где отсутсвует припой и флюс. Это роковая ошибка может привести к возгоранию всей платы микросхемы.
- Далее, что нужно для пайки проводов паяльником для медных материалов. Для этого технологического процесса достаточно иметь одного залуживания. Прогреваем для начала жало, прикасаемся к канифоли, после этого прикладываем жало к рабочей поверхности обрабатываемой детали. После этого снова приподнимаем провод, опускаем его в канифоль, снова прикладываем жало раскалённое и снова соединяем контакты.
- В процессе пайки сама канифоль начнёт дымиться (естественный процесс). Это означает, что провод обтекается необходимой массой канифоли, предназначенной для работы.
- В процессе пайки и выполнения задачи, какой паяльник нужен для пайки проводов, обращаем внимание, если цвет провода изменился с жёлтого на серебристый, то весь процесс прошёл вполне успешно.
- Теперь остаётся припаять оставшиеся 2 провода, но необходимо при этом концы залудить.
Что нужно знать, чтобы обеспечить меры безопасности пайки
Как и любой технологический процесс работы с электроинструментом, требует обеспечения мер безопасности. Какой мощности нужен паяльник для пайки проводов, мы уже определились, это не более 40 ватт, но для новичков лучше всего будет применение маломощного инструмента, вполне достаточно прибора до 20 Ватт. Канифоль, как и припой, оказывают негативное воздействие на слизистую оболочку глаз и дыхательных путей. Обязательно необходимо продумать способы проветривания помещения. Используйте паяльник, который имеет систему заземления, таким образом, вы обеспечите полную электробезопасность проведения работ.

Теперь попробуем разобраться, что можно паять паяльником? Да практически все, что связано с металлом, и необязательно радиоэлектронику. Повреждённые металлические ведра, посуда может снова иметь привлекательный вид, если мы добьёмся эффективной работы паяльника и необходимой группы припоя. В процессе работы используйте доступные сподручные материалы, например деревянный брусок, а также обычные слесарные инструменты — пассатижи, кусачки, молотки. Вам достаточно один раз попробовать эксперимент на несложном металлическом предмете, и тогда вы загоритесь большим желанием устранить дома дефекты на предметах домашнего обихода которые изготовлены из металла. При проведении любых работ с паяльником соблюдайте минимальные требования пожарной и электрической безопасности. Используйте специальные родства защиты и обязательно проветривайте помещение, где планируете производить технологические работы по соединению деталей с использованием канифоли и припоя.
В наши дни большинство электронных устройств работает на микросхемах. Поэтому рано или поздно каждый домашний мастер сталкивается с пайкой микросхем. На первый взгляд процесс не представляет собой какой-либо сложности: бери в руки паяльник и прикрепляй элементы к плате. Но здесь необходимо понимать, что существует огромная разница между пайкой большого резистора и микросхемы для сотового телефона.
Термовоздушная паяльная станция имеет регулируемый диапазон нагрева, что сводит к минимуму риск пережечь спаиваемые компоненты.
Каждый конкретный случай требует того метода, который будет наиболее эффективным. Если в первом случае подойдет обыкновенный электрический паяльник с мощностью не более 40 Вт, припоем и твердой канифолью, то для пайки микросхем BGA не обойтись без безотмывочного флюса, термовоздушной станции, паяльной пасты и трафаретов. Не лишней будет и станция подогрева плат.
Минимальный набор инструментов для работы
Прежде чем приступать к соединению сложных элементов, начинающий домашний мастер должен ознакомиться с основами обычной пайки. Как правило, она производится при помощи простейшего электрического паяльника с медным наконечником, называемым жалом.
Кроме того, для любого припаивания необходим минимальный набор материалов:

- Припой. Сплав олова и свинца, отличающийся высокими легкоплавкими свойствами и используемый для крепления элементов к материнской плате или друг другу. В недавнем прошлом для припоя применяли чистое олово, но сегодня такой материал неоправданно дорог. Кроме того, прочностные характеристики сплава свинца с оловом ничем не уступают чистому металлу. В специализированных торговых центрах можно приобрести разные виды припоя, которые имеют стандартные либо улучшенные свойства.
- Флюс. Использование флюсов облегчает процесс пайки и предотвращает окисление металла спаиваемых элементов. Сегодня самым популярным материалом, который используется в роли флюса, является очищенная древесная смола — канифоль. В магазинах можно найти специальные составы, предназначенные для пайки конкретных металлов. Так, при спаивании никеля, нержавеющих сталей и алюминия может использоваться вещество, изготовленное из канифоли и кислоты.
К работе можно приступать только тогда, когда все инструменты для пайки собраны.
Вернуться к оглавлению
Основные правила контактной пайки
Главное правило качественной пайки — обеспечить чистоту поверхностей. Даже новые элементы, приобретенные в магазине, могут быть покрыты различными загрязнениями и окислами. Таким образом, если на металле обнаружен окисел темно-серого или зеленого цвета, его необходимо удалить при помощи наждачной бумаги или перочинного ножа. Неочищенные загрязнения будут препятствовать пайке, а затем и качественной работе прибора.
Второе правило заключается в необходимости проведения лужения. Лужение — это покрытие свариваемых поверхностей ровным и тонким слоем припоя. Обычно новые элементы для микросхем продаются в магазинах уже с лужеными контактами и выводами, но если это не так, данное действие необходимо выполнить самостоятельно.

Для обеспечения качества соединения, контакты элементов перед пайкой необходимо залудить.
В домашних условиях лужение контактов элементов и проводов производится при помощи электрического паяльника. В первую очередь необходимо очистить поверхность от окислов, затем нанести на нее канифоль. Алгоритм работы прост: контакт или вывод элемента прикладывается к куску канифоли и прогревается наконечником паяльника, на который нанесено немного припоя. Далее расплавленный припой аккуратно распределяется по всей обрабатываемой поверхности. Когда температура прогревания достигнет нужного уровня, канифоль начнет испаряться. На поверхности элемента образуется ровное и гладкое покрытие, не имеющие катышков или комочков.
Третье правило предусматривает работу только хорошо прогретым паяльником. В рабочем состоянии наконечник паяльника должен иметь температуру не менее 180°С. Так как простейшие инструменты не имеют шкалы нагрева, судить об их готовности можно по вскипанию канифоли при касании ее жалом. Если же вещество не плавится, а медленно растекается, инструмент еще не готов. Работа недогретым инструментом приведет к появлению пайки, имеющей вид темной шероховатой кашицы.
Для проведения качественности пайки необходимо запомнить четвертое правило: паяный контакт, изготовленный согласно всем правилам паяльных работ, должен иметь блестящую и ровную поверхность, обладающую характерным металлическим глянцем. Чтобы достичь этого, необходимо учитывать размеры обрабатываемых поверхностей. Так, чем больше площадь пайки, тем большей теплопередачи потребует работа, то есть мощность паяльника полностью зависит от площади пайки. Для печатных плат с плотным расположением элементов или малогабаритных радиоэлементов используются инструменты с мощностью от 25 до 40 Вт, в иных же случаях следует использовать более мощные приборы.
Вернуться к оглавлению
Условия для проведения пайки

При спайке деталей материнской платы необходимо соблюдать несколько важных условий:
- следить за временем работы и не перегревать плату и металлические дорожки выше 240-280°С (это критическая температура, превышение которой может привести к расслоению или деформации платы в месте нагрева);
- производить жесткую фиксацию обрабатываемых элементов: любая незначительная вибрация или смещение нарушит качество спаивания;
- осуществлять работы в хорошо проветриваемом помещении, так как пары канифоли и свинца неблагоприятно воздействуют на органы дыхания;
- проводить работу аккуратно и неторопливо, максимально защищая глаза и руки от ожогов.
При соблюдении всех вышеописанных правил паяльные работы не приведут к порче обрабатываемых поверхностей и не потребуют переделки.
Вернуться к оглавлению
Алгоритм пайки микросхемы
Сложность работы с микросхемами заключается в слишком близком расположении элементов, что делает процесс монтажа затруднительным.
Если в наличии имеется специальное оборудование для пайки микросхем, это существенно упростит задачу, но при необходимости работу можно выполнить и простым паяльником с жалом в форме шила.

Правильное расположение микросхемы: ключ (обведен красным) должен располагаться возле скошенного угла квадрата.
Всю работу можно разделить на 2 фазы. Первая фаза предполагает лужение (нанесение канифоли и припоя на элементы), а вторая — установку элементов в нужные места платы. Для того чтобы работа была произведена качественно, необходимо кроме вышеуказанных инструментов и материалов подготовить 1 или 2 пинцета, лучше с зажимами.
Когда паяльник достаточно разогрет, можно приступать к работе. В первую очередь рекомендуется произвести лужение пятачков на плате, куда будут устанавливаться нужные элементы. Работа производится следующим образом:
- на пятачки платы, куда будут устанавливаться элементы, капается немного флюса;
- затем на жало паяльника наносится припой;
- легкими точными касаниями сплав переносится на пятачки.
Затем производится установка элементов. Элемент необходимо взять пинцетом и пристроить на место пайки. При работе с микросхемами элемент следует держать за ту ножку, которая будет подвергаться обработке. Пока одна рука держит пинцет с деталью, второй рукой требуется нанести каплю канифоли на ножку элемента и место пайки. Затем следует жалом паяльника коснуться обрабатываемых поверхностей. Так как плата уже была предварительно обработана при помощи лужения, ножка элемента погрузится в расплавленный припой. Таким образом процедура повторяется для всех ножек элемента.
Когда все элементы установлены на нужные места, желательно смазать флюсом и слегка пригладить разогретым паяльником контакты между ними, расположенные на поверхности материнской платы.
Для удобства проведения работы можно использовать не кусковую канифоль, а специальный жидкий флюс, который продается в строительных магазинах. Также специалисты рекомендуют приобрести дополнительное оборудование, которое облегчит пайку микросхем:
- жидкость для мытья плат (при использовании жидкого флюса высока вероятность попадания раствора на поверхность платы, что может негативно сказаться на ее эксплуатации);
- отсос, который убирает излишки припоя (сплав разогревается паяльником и втягивается в прибор);
- очки (позволяют избежать травмирования глаз при работе).
Стоит произвести пайку микросхем один-два раза — и эта работа не будет вызывать никаких затруднений. Главное, не торопиться и выполнять все с максимальной долей аккуратности и внимательности.